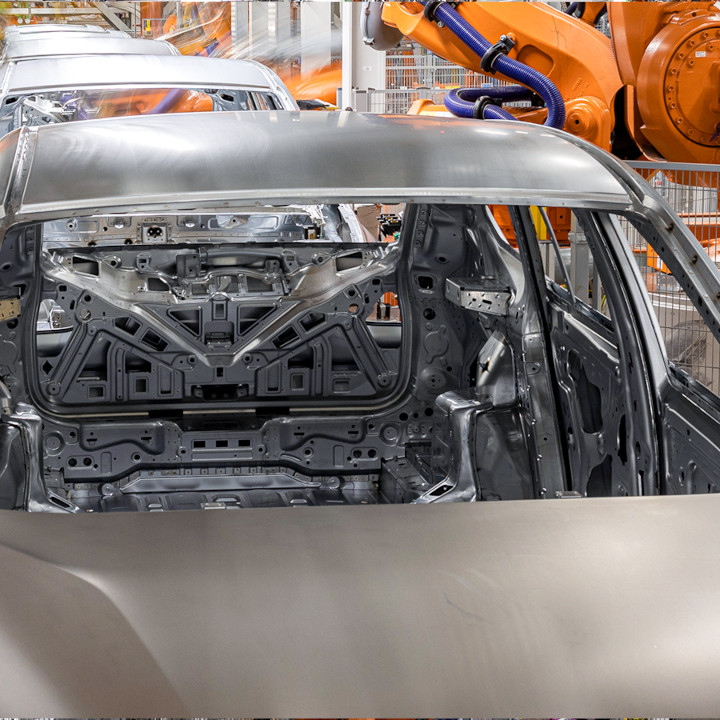

Im Karosseriebau wird das Grundgerüst des BMW Fahrzeugs, die Rohkarosserie, aus einzelnen Pressteilen durch verschiedene Fertigungsverfahren zusammengesetzt. Einzelteile werden zunächst in separaten Schweißstraßen zu Baugruppen zusammengefügt. Eine Karosserie besteht dabei aus mehreren Baugruppen. Die Bodengruppe besteht aus Vorderbau, Hinterbau und Bodenblech. Sie wird mit dem Seitengerippe und dem Dach zum Karosseriegerippe zusammengeschweißt. Anbauteile wie Türen, Motorhaube, Seitenwände und Heckklappe komplettieren die Karosserie. Damit später in der Montage verschiedene Teile eingebaut werden können, kommt eine Vielzahl von Gewindebolzen an die Karosserie. Je nach Fahrzeugtyp werden bis zu 550 Teile zu einer Rohkarosserie zusammengefügt.
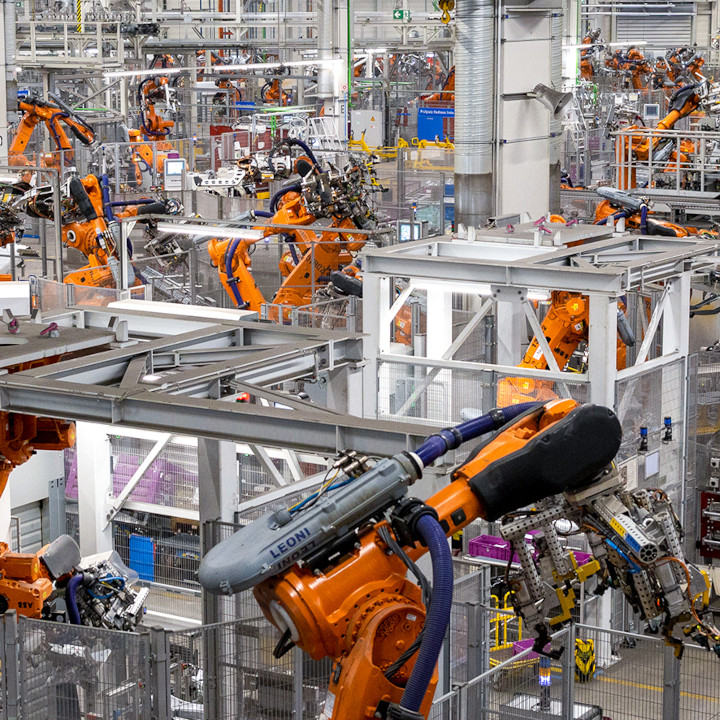
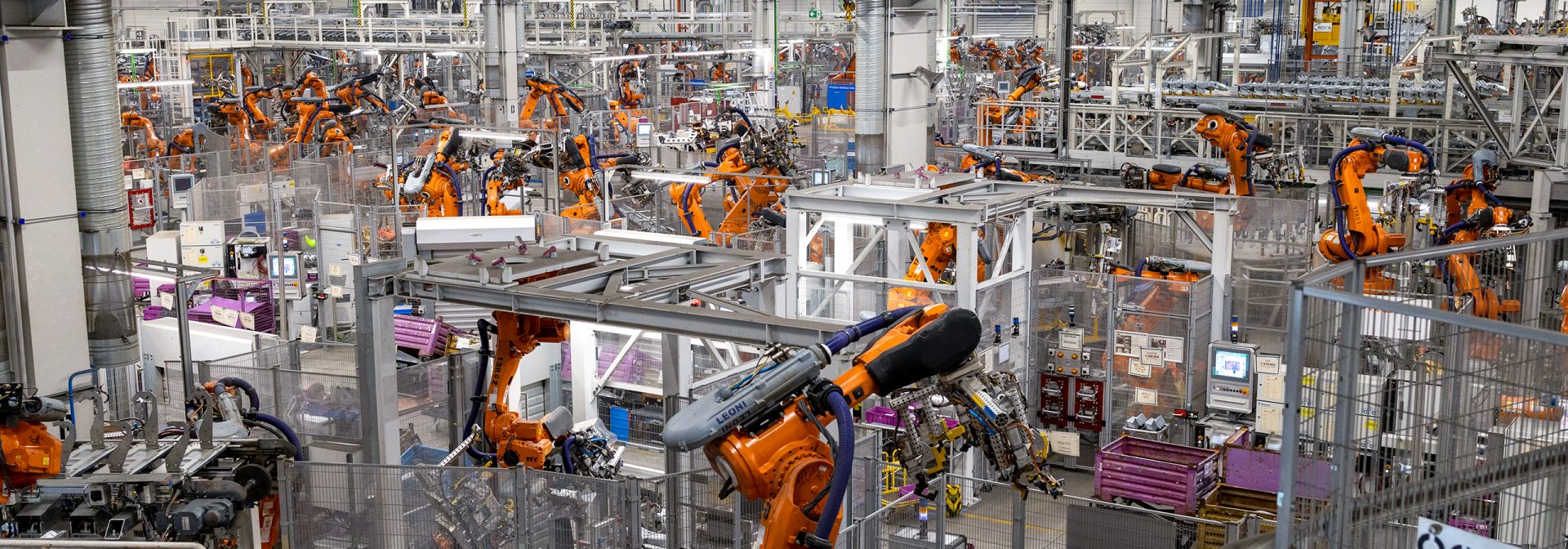
Dabei kommen verschiedene Techniken zum Einsatz: Punktschweißen, Laserschweißen, Löt- und Schutzgasschweißen, Kleben, Verschrauben und Bördeln. Beim der Karosserievariante des iX2 sind beispielsweise 5.546 Schweißpunkte und 35,7 Meter Klebenaht erforderlich. Alle diese Schritte werden zu rund 98 Prozent von Robotern übernommen.
Insgesamt sind im Karosseriebau mehr als 1.495 Roboter für die verschiedensten Anwendungsbereiche im Einsatz: Be- und Entladen von Bauteilbehältern, Fügen, Abdichten und Schweißen, Kleben, Bördeln. Die Anlagen sind dabei flexibel einsetzbar, damit unterschiedliche Karosserievarianten am Ende auf der gleichen Fertigungslinie bearbeitet werden können.
Die konsequente Automatisierung der Arbeitsschritte sorgt für gleichbleibend hohe Qualität. Ein Funktionsmaßkonzept sorgt für Präzision bei der Fertigung der Karosserien. Nach bestimmten Fertigungsschritten werden alle Karosserieteile mit Hilfe von Lasersensoren vermessen; durch einen Abgleich von Soll- und Ist-Wert können Bauteil-Abweichungen sicher vermieden werden. Die rund 1.500 Mitarbeiter im Karosseriebau sind für die logistischen Prozesse zuständig. Zugleich planen, steuern und überwachen sie den Fertigungsablauf und die Produktionsanlagen, und kümmern sich um die Instandhaltung.